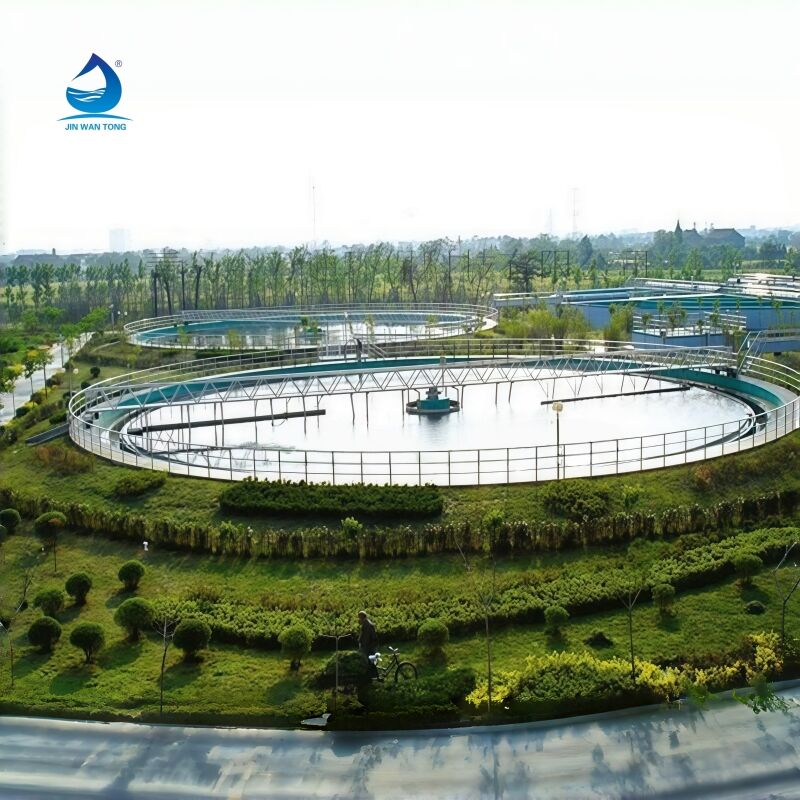
sludge sedimentation tank
The sludge sedimentation tank represents a crucial component in modern wastewater treatment facilities, designed to efficiently separate solid particles from liquid waste streams through the natural process of gravity settling. This sophisticated treatment system operates as a primary clarification unit where heavier suspended solids gradually settle to the bottom, forming a concentrated sludge layer while allowing cleaner water to overflow from the surface. The sludge sedimentation tank utilizes fundamental principles of physics, specifically the difference in density between water and solid particles, to achieve effective separation without requiring complex mechanical processes. The tank's design typically features a circular or rectangular configuration with optimized dimensions that promote ideal settling conditions. Key technological features include adjustable inlet and outlet systems that control flow rates, ensuring optimal residence time for complete sedimentation. Advanced models incorporate automated sludge removal mechanisms, including rotating scrapers and pumping systems that continuously collect settled solids from the tank bottom. The sludge sedimentation tank also features overflow weirs positioned at precise heights to maintain consistent water levels and prevent turbulence that could disturb the settling process. Temperature control systems and chemical dosing capabilities enhance performance by optimizing conditions for rapid particle aggregation. Modern units integrate monitoring sensors that track turbidity levels, sludge depth, and flow rates, providing real-time data for operational adjustments. Applications span across municipal wastewater treatment plants, industrial facilities processing contaminated water, mining operations managing tailings, and food processing plants handling organic waste streams. The sludge sedimentation tank proves essential in preliminary treatment stages, effectively removing up to 60% of suspended solids before water proceeds to secondary biological treatment processes, making it an indispensable element in comprehensive water purification systems.